







In 2017, the Deland plant began experiencing an increasing frequency of breakdowns and disruptions as a result of the 20-year-old batch plant in use there. Frequent downtime and long morning start-up delays had begun to negatively impact production output. In addition, overtime costs were rising because longer shifts were required to compensate for batching delays.
The Deland plant manager, Tom Garred, made the case that the time was right to upgrade the batching system. Forterra was already using five ACT/Wiggert batch plants at three other locations in Florida, including Gretna, Marianna and Winter Haven.

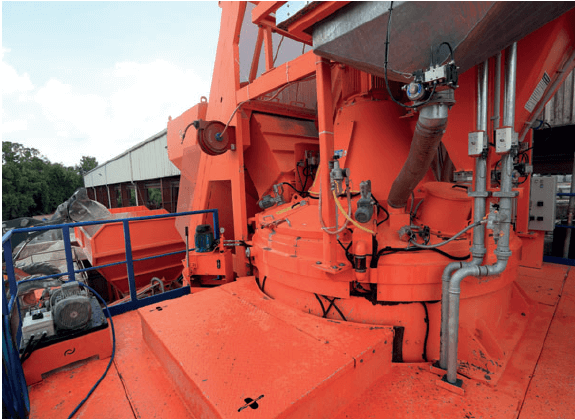
“We considered all our options and decided that it made the most sense to go with an ACT/Wiggert batching system (fig 3) for the Deland plant as well,” McClintock continues. “We believed that we could achieve the greatest synergy within our region by extending our use of ACT/Wiggert systems.”
McClintock adds, “I knew the ACT/Wiggert batching system was a solid choice. My biggest concern overall was how quickly we could take the old plant down and get the new one up and running. Deland is our flagship when it comes to precast drainage products. We ship a tremendous amount of product from there every day. We knew we could temporarily make up that production at other locations, but that also meant we would have to ship it further and we don’t like to delay customer orders if we can help it.”
The new batching solution was engineered by ACT to fit on the existing foundation at Forterra’s Pipe and Precast plant in Deland, Florida. The plant includes the following components:
•ACT/Wiggert WiCoMix 3450-2-WCS turnkey batch plant with a single planetary countercurrent HPGM 3450 high-shear mixer (fig 1) that produces three (3) cubic yard (2.3 m3) output every three minutes — automatically delivering about 60 CY per hour continuous production. The mixer platform is also equipped with a three cubic yard concrete holding hopper mounted below the mixer, which enables the HPGM 3450 mixer to serve the plant’s two Tuckerbilt concrete distribution vehicles fast and efficiently (fig 2).
•Video camera and light built into HPGM mixer cover (fig 3) provides operator with real-time viewing of the concrete mix inside the mixer.
•ACT/Wiggert WCS PC-based computer control system provides a user-friendly graphical interface displaying all operations information. The system performs precise batch sequencing, records and reports on recipes, batches, inventory, maintenance, and all other production statistics critical to business operations. The WCS controls incorporate the Hydromat moisture measuring and compensation system that provides precise batch water correction. The WCS Control enables user definable pre-water to satisfy aggregate absorption. “Water/cement ratio accuracy is critical for the high slump flowing mix that we use in all of our precast products,” notes Garred.
•Two-compartment aggregate bins each hold approximately 53 tons of sand and coarse aggregate and are charged by a front-end loader (fig 4). The new bins are about 25 percent larger than the previous plant, which has reduced the refill frequency from five or six times per day to about three.
•Hydrotester moisture probe in the sand bin auto corrects batch weight to maintain recipe-defined SSD batch weights and yield.
•700 BBL double-wall split silo (total 2,858 ft3 or 81 m3) for the storage of Portland cement and fly ash with integrated top-mounted cartridge-style dust collectors. The silos (fig 5) are also fitted with anti-overfill protection systems and radar level sensors with 0-100% real time inventory control.
•Automatic high-pressure washout system in the mixer saves cleaning time, increases mixer life, and extends the production day. Throughout the day, the mixer continually cleans itself and final cleanout of the interior takes only about 10 minutes. Hand-operated lances allow spot cleaning and cleaning of the outside of the mixer, platform and chute. “We use a ‘pre-wet’ set up for each batch that utilizes the mixer cleaning system for 12 seconds to both clean the mixer and uses that water in the mix calculation,” notes Garred. “We used to need two 2-inch fire hoses and a lot of time to clean our old mixer.”
•Integrated Xypex metering system from ACT accurately delivers the precise dosage of Xypex crystalline waterproofing powder required for each batch. “We load the hopper once a week with about 1,600 lbs (726 kg) of Xypex admix. It makes things much easier and recorded on the batch ticket,” says Garred.




Once the new batch plant was up and running, the improve-ments over the old plant were immediately evident. The De-land plant uses a flowing mix that is approved by Florida DOT and does not require vibration to settle. Continuous and fully automated monitoring and control of mix moisture means that mix consistency and accuracy are always spot on. The ACT/Wiggert HPGM countercurrent mixer provides high shear mixing action that is fast and thorough.
Read the full articles about the Forterra, Inc. Batching System in CPCI.